|
|
![]()
Mica Heater Bands



|
Heater bands are metal filaments encased
in a protective covering that converts electricity into heat. This useful
heat energy is then transferred in a controlled method to another object
through convection or conduction. Convection
is when a heating element does not have to be in contact with the object
it is heating. Conduction is where the heater band directly contacts the
object it is heating. In the plastics industry, the mica band
heater provides a means of applying heat to any cylindrical machine part,
mostly the barrel, end cap, or nozzle of plastic molding equipment. They
are conductive heaters providing thermal conductivity to the outside steel
surface. The heat transfer from the mica band to the barrel plays a major
role in determining the heater life as well as the efficiency of
converting electrical energy into heat for the barrel. The mica heater band is designed and constructed for long, efficient service. The construction design and materials used in mica band heaters have demonstrated achievement of the necessary long service life for high productivity of plastic molding and extruding machines.
Advantages of PS&E Mica Heater
Bands
PS&E mica-type band heaters have several advantages over other types of band heaters. What makes them the most used heater in the plastics industry is the combination of reasonable high-watt density capabilities, reasonably high temperature capabilities (900° F), their efficiency, lifetime expectancy and low cost. Specifying Mica Band Heaters
Important
parameters to consider when specifying band heaters are: maximum operating
or sheath temperature, AC voltage required, and watts. Electrical power is
measured in watts. Maximum operating temperature is the maximum temperature that the sheath
covering the heater may reach. The maximum sheath temperature does not
represent the maximum temperature that a heated substance may reach. AC
voltage required represents the minimum AC Voltage required to operate the
heater. Watts represents the maximum wattage available from the heater.
Important dimensions to consider for band heaters are the inside diameter
of the band, the width of the band and the thickness of the band. The
heater inside diameter should be the same size as the outside diameter of
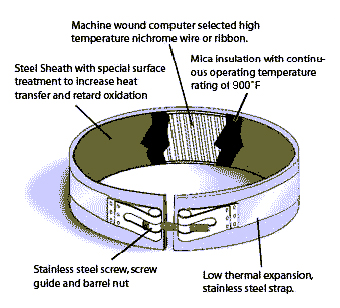
the heater cylinder to be heated. ConstructionMica band heaters are manufactured by enclosing a
precision wound nickel-chromium resistance ribbon inside a specially
treated steel sheath. Mica is
used to insulate the resistance ribbon from shorting out against the outer
steel sheath. Mica band heaters are designed with nickel-chrome resistance wire precisely wound around a mica sheet, which is then placed between two additional corrosive resistant outer mica steel sheets. Mica is used because it provides good thermal conductivity and dielectric strength. It can withstand voltage spikes, resist moisture, and is flexible enough to conform to the curvatures of plastic molding machine barrels. Since mica is also a heat insulator, only top grade mica, which is inorganic, has high temperature stability, and is “paper thin” is used. This “paper thin” characteristic enables a quick transfer of heat through the mica to the outside steel sheath, thus transferring the heat away from the red hot internal resistance ribbon winding.
The four basic parts or components of a heater are the resistance element, the insulation, the sheath and the termination. The resistance element is the “heart” of an electric heater. The resistance element is usually in the form of a small diameter, metal alloy wire or flat, thin ribbon. When a heater is connected to an electric power supply (Voltage) or electricity flows through the resistance wire. The wire resists the flow of electric current through it, and this converts electrical energy into heat energy, causing the resistance element to get very hot. That is how heat is generated in an electric heater. What is Watt Density and How Does
It Relate to Heaters
Watt density is a measure of the rate of heat being transferred through the surface of the heater. That is, if you were to draw a 1”x 1” square on the surface of the heater, how much heat would pass through that 1 square inch area. This is call watt density and it is measured as watts per square inch. Other things being equal, the higher the watt density, the higher the temperature inside the heater. As the temperature inside the heater increases, the materials inside the heater are operating closer to their breaking point resulting in shorter heater life. Generally, for satisfactory life in a mica band heater, the watt density should be less than 50 watts per square inch for heater diameters less than 3 inches, less that 40 watts per square inch for band heaters with diameters between 3 and 6 inches and less than 35 watts per square inch for mica bands with diameters between 6 and 10 inches.
Size and Construction Options
Plastic Services & Equipment stocks and manufactures many different mica heater configurations, offering competitive pricing and lead times on a full-line of top quality bands. More info on available configurations Determining Size
The mica band heaters inside diameter
should be equal to the outside diameter of the plastic machine’s barrel.
The diameter must be exact since a difference would be compounded by a
factor of pi (3.1415926) on the circumference of the band. This would mean
that a 1/4” (0.250”) error on the diameter results in a shortage or
overage of approximately 3/4” (0.785”) on the circumference. In those
rare cases when the barrel diameter cannot be measured with accuracy, it
is advisable to specify an adjustable heater band with the approximate
range. When all else fails, it is better to estimate heater diameter
slightly smaller as opposed to too large. This would ensure adequate
tightening of the heater, provided the difference is no greater than
1/4” on the diameter dimension. If a heater with too large a diameter is
used, the ends will come together and prevent the heater from being drawn
to the cylinder. However, the exact dimension is necessary for optimum
heater performance. Mica band heaters are designed for “contact” heating as opposed to radiant heating, and therefore must be secured against the barrel of the plastic molding machine. If the band heater is not tightly clamped against the barrel it is possible for the heater to expand away from the barrel. This would cause air gaps between the barrel and the band heater, resulting in poor heat transfer, shorter life, excessive heat loss, and wasted electrical energy. Operating sheath temperatures should not exceed 850° F° (454°C). (Note that this rating is for the heater’s sheath-not the process.)
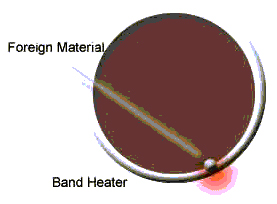
A rough spot or foreign material on the barrel can greatly reduce the life of your band heater. A small particle can leave an air gap on either side of itself which can cause a “hot spot.” Air will not conduct the heat away from your heater as fast as the metal of the barrel. This results in a spot on the heater where the temperature will be significantly hotter than the rest of the heater. When you are ready to call Plastic
Services & Equipment and speak to one of our sales engineers to order
a heater, please specify the following information:
Two-Piece Mica Bands
The two-piece mica band heater is used
on larger barrel sizes, or where band heaters cannot be slipped over the
end of the barrel without meeting obstructions. Each half of the two-piece
heater is rated at ½ total voltage and ½ the total wattage for
connecting in series with a jumper wire. For example, a two-piece heater
can be rated for 240 volts each half. In this case, the heaters are wired
in series for 480 volts or put in parallel for 240 volts. Two-piece
heaters are also available with many other voltage ratings, such as 120,
60, etc. Mica bands can be made in three or more sections when barrel diameters are larger than 20”. Such applications would include blown film extrusion dies.
Loss Prevention for Mica Band
Heaters
Most mica band heaters do not actually “burn out”. Instead, it is often environmental factors that create a short, cause hot spots to develop, or simply push the heater beyond its normal operating temperature. All of these factors cause a heater to fail prematurely and require replacement. Obviously, minimizing these environmental factors can reduce the frequency of replacing band heaters in your operation. Contamination
The most frequent culprit of band heater failure is contamination. Liquid plastic, hydraulic oil and moisture (often from high ambient humidity) are three main causes of premature failure from contamination. Obviously, keeping the heaters free of contaminants will reduce the failure and replacement rates. Most heaters fail from the severe lead wire damage caused by contamination not from contaminants finding their way inside the band. Poor Contact Between Heater and
Barrel
The second most common cause of premature failure is poor contact between the machine barrel and heater band. Without a tight fit, localized hot spots can be maximized on the band and cause the nickel-chrome resistance wire to fail. Fewer Holes for Longer Life
Every time you add a hole to a mica band heater, you give another avenue for contaminates to enter the heater. You also add expense and often add to the delivery time. If the hole is for a thermocouple or other instrument, you can often order a heater with a larger gap to accommodate the thermocouple. Another option if the band heater has several holes along the circumference of the heater is to use two heaters instead of one. For instance if you are using a six inch wide heater with several one inch holes, you might try using two heaters that are 2.5” wide Handling Procedures
Often, failing to understand a
heater’s internal design leads to heater losses. For instance,
stretching a one-piece mica band over a barrel during installation can
damage the internal mica, resulting in a short circuit. Some manufactures
will offer installation techniques inappropriate for a specific heater
types and these will cause problems. So, in cases where one heater design
will not work, for example, if a band cannot be installed over the end of
a machine barrel without stretching the heater, use a heater that is
better suited to application such as a two piece mica or a one piece
expandable band. A two piece design minimizes the chance that air gaps
will develop. Another simple handling tip is to use
two wrenches to install the wiring onto the band’s post terminations.
This practice can eliminate failures because the wrench on the post’s
lower nut acts as a strain relief. If this procedure is not followed, the
post’s internal connection to the nickel-chrome resistance wire can be
damaged and become a weak link within the heater. Fine Tuning - The Tighter, The BetterBefore installation, clean and smooth the machine barrel surface, removing any plastic residue. After proper actions are taken to assure there is no power going to the heater and that the heater will not cycle on, follow a strict installation and tightening procedure. To install, tighten the heater snugly to the barrel using a clamping bolt torque of 10 ft/lb. Next, apply power to the heaters and allow them to reach halfway to set point. Once at this temperature, cut the power and retighten the bands at 10ft/lb torque. Make a habit of checking the tightness of the band heater periodically and you will be surprised at how you can increase the life of your band heaters. Click here for more information on Mica Heater Bands |
![]()
Your Next Barrel or
Screw Is On Our Shelf...
Call Today! 800-627-1033
Home
|
Request
A Quote |
Place An Order | Product
Index
Barrels & Screws
| Electrical Products
| Hose & Fittings | Molding Accessories
About PS&E | Terms
& Conditions |
Credit
Application
Contact Us
| Online
Catalog
PLASTIC SERVICES
& EQUIPMENT
Fax: 800-482-4059 | E-mail:
sales@servicesforplastics.com |
Address: 7925 N. Clinton St., Fort Wayne, IN 46825-3113, USA
Contact Webmaster regarding content or link problems.
Copyright 1997-2025 | Plastic Services & Equipment. | All rights reserved. | Privacy Policy